The choice of the ideal metal processing technique which will work best for your application can be daunting, especially with the numerous options available. The terms "DD", "SA", "DFAR or DSAR", "SAFS", and "SAIP" refer to the additional different types of processes which steel can be purchased with. This article explores the most popular metal processing techniques.
When choosing a metal processing technique, it is essential to consider several factors, including cost, the complexity of the process, the desired properties of the metal, and the application of the product, the part print as well as the type of equipment you will be using to manufacture the parts. Reference industry specification ASTM F2282 (once known as IFI-140) when considering which process is best for the application. This standard has reference charts for chemical, tensile and size tolerances to assist in your decision making.
Steel rod and wire can be processed with different process steps to meet different mechanical requirements. Here are the basic types:
1. Hot Roll coat only. In this case, the hot roll material is cleaned (descaled) and coated to the customer's requirements. These requirements most commonly require either lime coated, zinc phosphate and lube, or zinc phosphate and polymer. This material will be used in the cold heading process on parts that are less intricate. Material held to the hot roll tolerance for size as there has not been any cold drawing done on this material.
2. DD (direct drawn) When producing this type of wire, the green (raw) material will be descaled (mechanically or acid cleaned) and then cold drawn through a wire die using a draw compound for additional lubrication to allow for a smooth reduction. Depending on the amount of draft/reduction material will be work hardened, will affect the materials final tensile. This material is shiny and referred to as "bright basic wire". No additional annealing or final coating processes will be done. This material is frequently used by wire formers and cold heading applications where the customer is not doing any cold drawing in front of the header. Material will be held to cold drawn size tolerances per ASTM F2282 as a result of the cold drawing process.
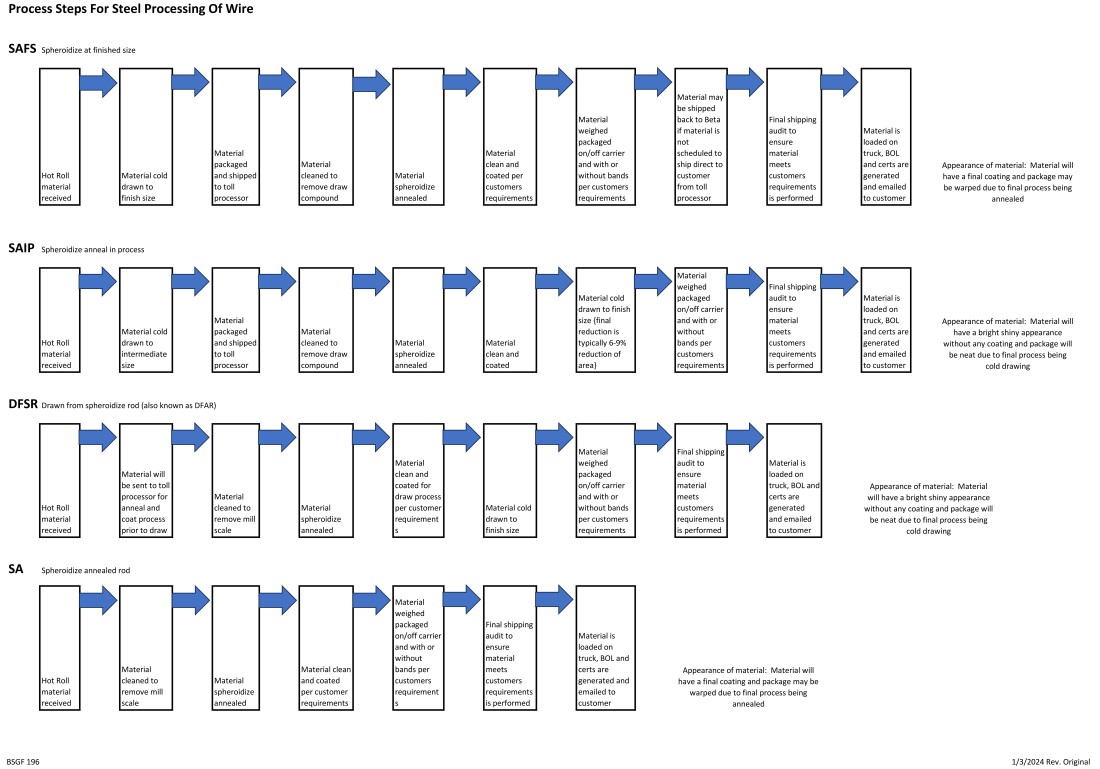
3. SA (Spheroidize Annealed) This material is produced by pre-cleaning to remove the mill scale. Material is placed into an annealing furnace to produce a spheroidal microstructure. When the material comes out, it should have a minimum spheroidization of 80% per ASTM F2282. Material is then cleaned and coated to customer requirements. This material is fed into a cold heading machine, and as a result of the spheroidize annealing process, the material can produce parts with more severe upsets than material that is hot roll cot only material. This material is used by customers who are drawing in front of the cold header. Material from this process will be held to the same size tolerance as the hot roll mills.
4. DSAR/DFAR (Draw from Spheroidize Annealed Rod/Drawn From Annealed Rod) If a customer wants tighter size tolerance and does not want to draw in front of their cold header, they will purchase DSAR/DFAR. These are interchangeable abbreviations which have a minimum of 80% spheroidization. DSAR/DFAR is produced by taking SA material and cold drawing to a customer's required size. This material will be bright and shiny, looking similar to DD in appearance, and the cold drawing operation will cause the tensile to be higher than the SA tensile (refer to ASTM F2282 Table 11) depending on the cold drawing draft taken. Material from this process held to the size tolerance allowable for cold drawn wire.
5. SAFS (Spheroidize At Finished Size) In this case, the material is descaled, cold drawn, and then placed into an annealing furnace to produce a spheroidal microstructure. When the material comes out, it is placed into an annealing furnace to produce a spheroidal microstructure. When the material comes out, it will have a minimum spheroidization of 90% per ASTM F2282. The material will then be cleaned and coated to customers' requirements. This material is the softest when compared to hot roll coated only and spheroidized annealed and, therefore, used to produce more exotic parts with severe upsets. This material may be slightly wavy as a result of the final process being spheroidize annealed, therefore this material is typically used where the customer will be doing some cold drawing in front of the header. Material from this process is held to the old drawn size tolerance listed in ASTM F2282.
6. SAIP (Spheroidize Anneal In Process) In this case, the material will be descaled and coated for cold drawing, cold drawn, and then cleaned for annealing operation. Material once annealed, will go back to the pickle line for cleaning and coated for cold drawing the final pass. The final pass is typically light, with approximately a 6-9% reduction. This material will be bright and shiny, looking like the direct drawn material. However, because of the anneal, the final tensile numbers will be substantially lower than the direct drawn material. This material is used for customers who are not doing any type of cold drawing in front of the header. Wire formers frequently use material with this process. Material from this process held to the size tolerance of cold drawn wire.
Beta Steel offers processing options to fit a variety of needs. We keep up to date on the newest developments in the industry to answer the most difficult of challenges. We encourage you to contact your Beta Steel representative to discuss your steel rod and wire requirements as well as any obstacles you are experiencing. We support our customers every step of the way, from product trials through JIT (just in time) stocking programs. Please do not hesitate to reach out.